Breaking down the Hidden Costs of Conventional Machining Methods
- Kirk Abolafia

- Jun 4
- 6 min read
And why cycle time alone can't explain the true cost of CNC, EDM, laser machining, and other precision metalworking processes.
A simple machining quote rarely tells the entire economic story behind a part or production operation. The visible cost, of course, is usually the primary operation (be it drilling, milling, EDM cutting, laser drilling, grinding, or polishing) yet many precision metal parts carry a secondary layer of costs. Areas like tool replacement, electrode wear, burr/recast removal, cleaning, inspection and scrap make the economics significantly more complex for manufacturers. A conventional process may look economical when evaluated by cycle time alone, yet the costs become nearly prohibitive once the entire picture comes into light. This may include, but will not be limited to, tooling cost, setup time, tool-change time, process availability, quality rejects, personnel, facility cost, and, crucially, equipment and other NRE investment. Research on metal-cutting economics outlines this well: the cost of machining should be zoomed out to system-level economics.
The cheapest machining step is not always the cheapest manufacturing route: the expensive process is often the one that creates the most downstream work.
Enter pulsed electrochemical machining (PECM), a process that fundamentally alters the math behind manufacturing. PECM removes material electrochemically, reducing or eliminating entire categories of overhead that mechanical and thermal processes often create.
Key Takeaways
Conventional machining cost often extends beyond cycle time and quoted piece price
CNC, EDM, laser drilling, and abrasive finishing can introduce secondary operations such as deburring, recast removal, HAZ control, inspection, and cleaning
Tool failure is crucial; one study notes that tool failure can account for 20% of downtime and affect 30% of machining costs in manufacturing environments. Tool-life research highlights why tool wear directly affects cost, productivity, and downtime (MDPI)
Small features, dense arrays, thin walls, difficult alloys, and internal geometries multiply the cost stack
PECM reduces the manufacturing burden by avoiding both heat and contact-based issues like mechanical cutting forces, recast layers, HAZ and more
Cycle Time & The Hidden Costs
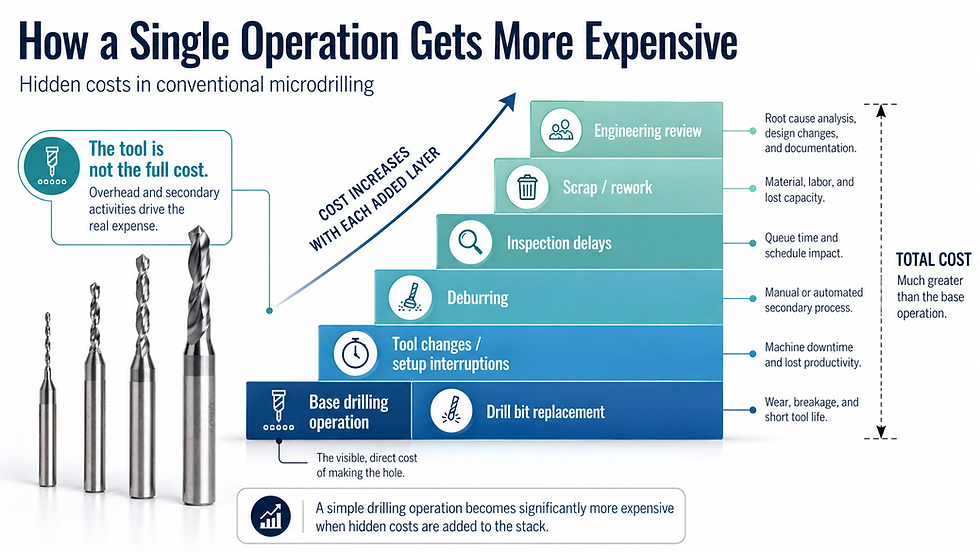
Plausibly, a simple part with a straightforward geometry could be quoted fairly, pointing to the machining time and material costs, plus overhead. But a complex precision component disrupts that simple logic immensely.
Consider CNC microdrilling for an array of microholes. Certainly, a single carbide microdrill may not look expensive by itself: a quick look at public catalogues for solid-carbide 0.002 in microdrills may land in the loose $20–60 per drill depending on size, coating, and geometry. (Harvey Tool)
But let's presume a titanium or stainless component requires hundreds (or thousands) of microholes. Now, the cost model incurs a variety of other factors, including but not limited to coolant delivery, or runout, or changing the tool, mitigating entry or exit burrs, and hole inspection. Now consider: if a drill breaks during, say, the 473rd hole, it's incorrect to think of this as a $40 cost for simply replacing that drill. Aside from overhead, add on the additional machine time already consumed, the inspection delay, the operator response, and the engineering review that follows. We can apply similar logic to a variety of other sensitive areas or features in a given part, such as deep, high-aspect-ratio pockets or ultra-thin walls.
Another important factor is average wages: In the US, the median annual wage for mechanical engineers was $102,320 in May 2024, with industrial engineers not too far behind at $101,140. Tack on company overhead, benefits, management time, or lost schedule value (Bureau of Labor Statistics) and, technically, a single nonconformance review involving a design engineer, manufacturing engineer, quality engineer, and supplier can easily consume several thousand dollars of organizational attention... all before a new part is ever made.
Contact us at info@voxelinnovations.com to schedule a short introductory call.
The Conventional Process Cost Stack
Conventional Process | What's Noticed | What's Underestimated | How PECM Changes the Equation |
CNC microdrilling | Drill cost, machine time, setup | Broken drills, tool changes, burrs, hole inspection, late-stage scrap | PECM eliminates the rotating microdrill and removes material without mechanical cutting forces |
CNC milling | Machine time, programming, fixturing | Tool wear, deflection, chatter, multiple setups, edge deburring | PECM reduces force-driven distortion, burr formation, and mechanical tool-wear burden |
EDM | Electrode/wire, machine time | Recast layer, white layer, microcracks, skim passes, polishing, validation | PECM is non-thermal, so it avoids EDM-style recast and HAZ mechanisms |
Laser drilling | Fast drilling time | HAZ, taper, spatter, dross, recast, metallographic validation | PECM removes metal electrochemically rather than by melting or vaporizing it |
Abrasive finishing | Media, labour, equipment | Embedded media, edge rounding, inconsistent internal access, cleaning validation | PECM can generate critical features without relying on broad abrasive cleanup |
Manual deburring | Labour time | Operator variation, damaged edges, inspection burden, poor scalability | PECM reduces the burr-removal problem at the process level |
Let's now compare a deeper layer of process economics beyond the initial selling point. CNC, EDM, and laser machining are all certainly valuable and capable processes; the issue is not whether or not they work, but rather, what they leave behind.
EDM is a strong example of this point: this process is highly useful for hard conductive materials and fine features, but thermal discharge creates a recast or white layer. That layer changes the surface and subsurface condition and can be associated with microcracking, altered chemistry, and downstream surface-integrity risk. EDM surface-integrity guidance and industry discussions of EDM recast-layer removal both point to the same issue: the machined geometry may be complete, but the surface may still require removal or smoothing before the part is acceptable.
Interested in consuming another way? Consider our AI-enabled podcast overview.
Laser drilling has a similar economic trap. It can certainly be fast, notably in arrays of microholes, but its speed does not erase the cost of thermal damage. In laser-drilled holes, issues such as spatter, heat affected zones (HAZ), taper, or microcracking can affect the uniformity of hole patterns, which can completely mitigate the effectiveness of the part. Laser-drilling defect guidance and recent microhole-drilling research identify thick recast, entrance spatter, and large HAZ as central hole-quality problems.
And then, the overhead costs begin again. A laser-drilled titanium array that fails surface-integrity requirements may need metallography, recast removal, abrasive cleanup, electropolishing, reinspection, parameter redevelopment, or, worst of all, a complete remake. The expensive part is not only that a hole was drilled incorrectly, but proving whether every critical feature still meets the functional requirement.
Contact us at info@voxelinnovations.com to learn more.

The cost stack grows fastest when the part includes small features, repeated features, internal features, difficult materials, or geometry that cannot tolerate edge damage.
Examples include but are certainly not limited to:
micro-perforated metal plates for gas or vacuum flow
semiconductor showerhead and gas distribution plates
titanium and stainless medical-device features
aerospace cooling holes and flow-control geometry
high aspect ratio holes in conductive alloys
small slots, jaws, pivots, and linkage features in surgical instruments
In these applications, one defective feature can compromise the whole part. A burr hidden inside a microhole is harder to find than a burr on an outside edge. A recast layer inside a dense array is harder to remove than recast on an accessible surface. A thermal defect in a titanium component may not be acceptable just because the drawing geometry passed a basic dimensional check.
How PECM Completely Alters the Cost Model
Pulsed electrochemical machining, or PECM, disrupts this math by attacking it at its very source: changing the very way that material is removed in the first place.
Fundamentally, because PECM is a non-mechanical process, it avoids cutting-force-driven burr formation, tool deflection, chatter, and many tool-breakage scenarios associated with microdrills, end mills, and abrasive tools.

Because PECM is non-thermal, it avoids the recast layers, white layers, dross, and heat-affected zones associated with EDM and laser processing.
PECM tools experience minimal wear compared with cutting tools and EDM electrodes, so the process supports repeatability across repeated features and production lots.
The economic advantage is not that PECM magically removes every manufacturing cost. Fixturing, cathode design, electrolyte strategy, process development, and inspection still matter in PECM, alongside NRE costs. The advantage, however, is sharper: PECM removes several of the cost drivers that conventional processes create in the first place to allow a cleaner economic slate.
That matters most when the part’s value depends on clean internal surfaces, burr-free conductive features, surface integrity, repeatable feature geometry, and the ability to process many features without treating every hole, slot, or edge as a separate tool-wear event.
Specs Snapshot
PECM capability | Manufacturing cost category affected |
Non-contact material removal | Reduces cutting-force issues, tool deflection, chatter, and mechanical distortion |
Non-thermal machining | Avoids EDM-style recast layers and laser-style HAZ |
Minimal tool wear | Improves repeatability compared with mechanical cutting tools and EDM electrodes |
Burr-free conductive feature generation | Reduces downstream deburring and edge-cleanup burden |
Parallel feature processing | Helps dense arrays avoid one-feature-at-a-time economics |
Strong surface integrity | Reduces the need to solve surface finish, surface damage, and subsurface alteration after machining |
For conductive metal components with small features, dense arrays, difficult alloys, thin walls, internal geometry, or strict surface-integrity requirements, PECM gives manufacturers a different cost structure. It removes the metal without cutting, melting, or mechanically forcing the part into compliance. That means fewer conventional overhead categories, fewer secondary-operation traps, and a clearer path from difficult geometry to repeatable production.
Contact us at info@voxelinnovations.com to learn more.



Comments