How Faraday’s Law Enables Complex Metal Features
- Kirk Abolafia

- 4 hours ago
- 5 min read
Michael Faraday’s electrolysis research in the early 19th century, and what we call Faraday's Law, paved the path for electrochemical machining: connecting electrical charge to the amount of material removed or deposited at an electrode. In pulsed electrochemical machining (PECM) Voxel applies this relationship through a controlled system of pulsed current, electrolyte flow, cathode geometry, fixturing, and process development. The practical result is localized, repeatable material removal from conductive alloys, including geometries that are difficult or impractical for conventional cutting tools to access.
Key Takeaways
Faraday’s law links electrical charge to material removal, making it foundational to PECM
PECM uses pulsed current to localize electrochemical dissolution, rather than relying on mechanical cutting or thermal ablation
Voxel applies this via cathode design, electrolyte management, and application-specific process development
Faraday's Law helps explain PECM's controllability: complex internal features, thin walls, dense arrays, and difficult-access surfaces become realistic capabilities
Faraday's Law: The Equation Behind Electrochemical Material Removal

Michael Faraday was a key figure in early electrochemistry and electromagnetism. In the 1830s, he demonstrated that chemical change at an electrode followed a measurable relationship with the amount of electric charge passed through the system. His work helped turn electrolysis from an observed laboratory phenomenon into something tangible that engineers and scientists could calculate.
Faraday’s law is often expressed as:
m = ηQM / zF
Where:
m = mass of material removed
η = current efficiency
Q = total electrical charge
M = molar mass of the workpiece material
z = effective valence / number of electrons involved
F = Faraday constant, approximately 96 485 C/mol
The key takeaway: material removal is proportional to charge, and Voxel relies on this principle to help mathematically predict how much metal is dissolved from the workpiece. While many other factors exist (material type, process conditions...) this core principle allows a unique control of material removal that other machining processes cannot offer in the same way.
How Voxel Applies Faraday's Law
In conventional electrochemical machining, the workpiece acts as the anode, the tool acts as the cathode, and a conductive electrolyte flows through the interelectrode gap. Material is removed from the workpiece through anodic dissolution while the electrolyte fluid acts as the catalyst for the reaction while simultaneously removing waste material.
PECM adds a unique layer of control to this: instead of relying on a steady electrochemical reaction, PECM uses pulsed current and tightly managed process conditions to localize dissolution. Material dissolution rates and surface quality depend on material chemistry, electrolyte homogeneity, current type, working gap, fixture design, and current density distribution. (MDPI)
Fundamentally, PECM's electric current (and the cathode) simply do not behave like a rigid cutting tool. It distributes according to geometry, gap, conductivity, insulation, electrolyte behavior, and pulse conditions. The cathode does not “cut” like one would expect from a CNC machine: it "shapes" the field that creates the dissolution. This is one of the core reasons PECM is particularly relevant when part geometries are problematic for manufacturers.

A few ways Voxel applies these principles:
Cathode geometry: The cathode influences the electric field and therefore the location and intensity of material removal: it is an extremely crucial part of creating the shape of the workpiece, and this is where much of Voxel's research and engineering is dedicated to.
Pulse control: Pulsed current helps localize dissolution and manage the working gap. In complex features, this is critical for maintaining definition rather than allowing uncontrolled stray removal.
Electrolyte flow: Electrolyte is not just a conductive fluid. It removes dissolved material and gas products, affects conductivity, influences heat management, and helps determine whether the process remains stable. Designing a cathode that allows proper electrolyte flow is a key part of our development model.
Capability / Specs Snapshot
PECM capability area | Voxel-relevant manufacturing implication |
Surface finish | Voxel has published surface finishing capability around 0,005–0,4 µm Ra on certain materials and applications. |
Repeatability | Prior Voxel content references <10 µm repeatability under the right circumstances. |
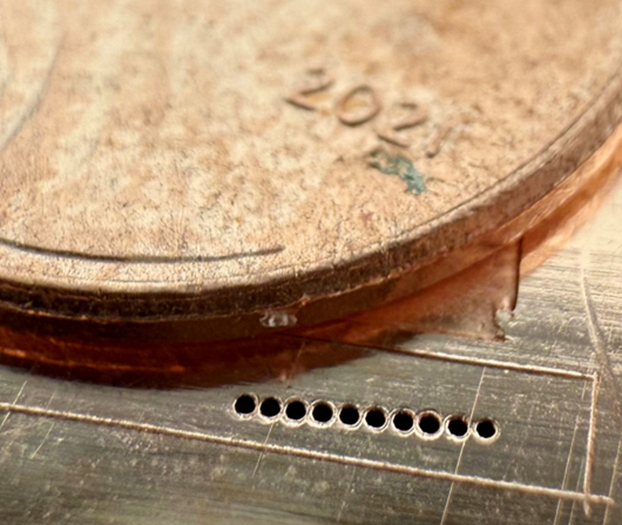
Thin-wall features | Voxel has referenced machining <0,075 mm thick walls with a 20:1 aspect ratio on stainless steel. |
Process type | PECM removes metal through non-contact, electrochemical dissolution rather than mechanical cutting or thermal ablation. |
Feature strategy | Dense arrays, internal surfaces, narrow channels, slots, microfeatures, and difficult-access surfaces are strong candidates for PECM evaluation. |
Tooling behavior | PECM uses minimal tool wear compared with conventional mechanical cutting, supporting repeatability in the right production context. |
Faraday’s Law & Design Enablement
Voxel's usage of this electrochemical principle provides the process many benefits, but design enablement is arguably the most powerful selling point.
Many manufacturing processes force engineers to simplify geometry around process limitations:
A cutting tool...needs access.
EDM...thermal effects and recast concerns.
Laser drilling...heat-affected zones, dross, or recast layers that require secondary processing.
Small tools....deflection, wear, or breaking.
Dense microfeatures...increasing cycle time due to individual feature machining
PECM changes the design conversation because the removal mechanism is based on controlled electrochemical dissolution rather than access, microfeatures, or accounting for repeated tool wear. This enables new possibilities, notably with part designs.

That is why this topic has relevance for engineers looking for a burr-free machining process for conductive alloys, non-thermal machining methods for stainless microholes, or ways to manufacture high-density gas flow features in parts such as showerhead face plates, gas distribution plates, and microfluidic components.
PECM may certainly make an existing design easier to manufacture, but the stronger value is that PECM broadens the design scope into new possibilities entirely. Engineers can begin asking different questions: Could the hole pattern be denser? Could a difficult alloy be used without accepting conventional machining penalties? Could multiple features be processed in parallel rather than one toolpath at a time so we can go-to-market sooner?
In those cases, PECM may be viewed as a way to revisit a part drawing and ask whether the product could perform better if conventional machining constraints were removed earlier in the design process.
Conclusion: Faraday's Law, Two Centuries Later
Faraday’s law is nearly two centuries old, but it remains highly relevant to advanced manufacturing: it connects electrical input to material removal and provides a governing relationship for controlled anodic dissolution.
Voxel’s role for its customers is to turn that principle into a usable manufacturing pathway through pulsed power, cathode design, electrolyte management, fixturing, and inspection. PECM transforms electrochemical fundamentals into practical options for complex conductive components.
For engineers developing parts with dense microfeatures, difficult internal surfaces, thin walls, high-aspect-ratio holes, or demanding surface integrity requirements, Faraday’s law is the key reason PECM expands what is reasonable to design, prototype, and scale.
Have a conductive metal component with difficult-access features or surface integrity requirements? Voxel can help evaluate whether PECM fits the geometry, material, and production case.



Comments