The Hidden Cost of Secondary Operations in Precision Manufacturing
- Kirk Abolafia

- Mar 26
- 4 min read
Updated: Mar 30
Primary manufacturing methods such as CNC and laser drilling have had a storied history of stability and reliability in machining near-net-shape components from tough materials into unique geometries. But it's the secondary post-processing operations where these methods quietly lose both time and control. Voxel's pulsed electrochemical machining (PECM) offers postprocessing capabilities for metal components that are scalable, reliable and precise.
Interested in digesting this content another way? Consider listening to our AI-enabled podcast summary of this article.
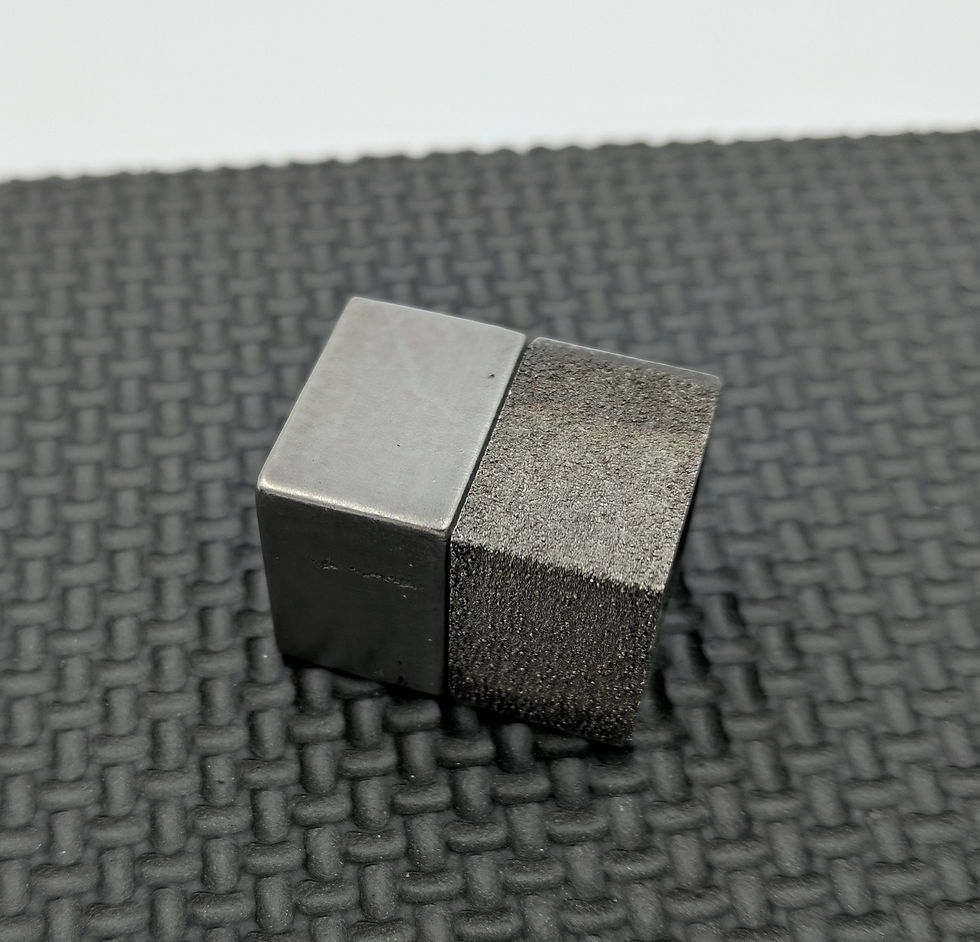
In many circumstances (notably within critical industries like aerospace or medical devices, alongside strict regulatory requirements), primary manufacturing methods like CNC or wire EDM simply cannot machine a component that is immediately ready-to-ship. CNC processes may introduce microscopic "burrs", EDM or other heat-based processes may develop "heat-affected zones" (HAZs) or have melted material unintentionally re-solidify on the inner walls of the part (known as recast layers), and processes like additive manufacturing come with inherent surface quality challenges in the form of layer lines or poor surfaces on downskin surfaces. Importantly, these are inherent byproducts of how these processes remove material, rather than isolated defects.
For critical components like semiconductor gas deposition infrastructure, microchannel heat exchangers, or implantable orthopedic components, both tolerance and surface finish are critical to part performance and safety. Gas flow and heat transfer abilities for heat exchangers, micro-contaminant prevention for UHP infrastructure for semiconductor manufacturing, and microbial contaminant prevention for implantable devices are directly affected by sub-micrometer surface quality differences.
Many "household-name" postprocessing methods exist, each with their own advantages and caveats:
Manual Deburring: This methodology is among the more reliable, but may range from ~10 minutes for a relatively simple geometry to ~30-45 minutes for a more complex geometry, further increased when dealing with internal, non-line-of-sight features.
Manual Polishing: Can produce highly controlled, quality results on external features, best for cosmetic finishes or simple geometries. However, the process can be very labor dependent, with average cycles ranging from several minutes to over an hour, depending on part complexity.
Vibratory/Tumbling: High-throughput methodology for deburring and surface finishing large parts simultaneously, with relatively low cost-per-part and requires minimal operator setup. However, the process has very little control over individual features, often resulting in edge rounding or inconsistent material removal.
For reference, at 30 minutes per-part, a batch of 1,000 components may result in over 500 labor hours, often exceeding the time required for the primary machining processes themselves.
While each method (and others) have effectiveness in specific scenarios, all rely on secondary correction steps that can be difficult to scale consistently across complex geometries.
Process | Typical Time |
Manual polishing | 30–120+ min |
Vibratory finishing | 1–4 hrs (batch) |
Electropolishing | 5–30 min |
AFM | 1–10 min |
Thermal deburring | seconds |
Now consider many of the associated costs common across many of these methods, amplified with higher part volumes:
Labor Costs: Typical shop rates may fall between $50-300/hr including labor costs, the varied consumables (abrasive belts/pads, tooling, et cetera) and average profit margins.
Human Error: Most postprocessing methods are largely operator-dependent, introducing the potential for removing too little, or too much, material
Tool wear & replacement: Abrasive processes result in increased rates of tool wear, which may cause uneven finishing, higher cutting speeds for inferior tools, and the cost and labor associated with sourcing, purchasing, and replacing faulty tools
Process | Loose Average Cost per Part |
Manual polishing | $10–100+ |
Vibratory finishing | $0.10–2 |
Electropolishing | $2–20 |
AFM | $10–50+ |
Thermal deburring | $1–5 |
PECM: A Scalable Postprocessing Methodology
Unlike the aforementioned conventional postprocessing methods that rely on manual steps, pulsed electrochemical machining (PECM) enables a new postprocessing approach: where surface finishing and feature refinement are integrated into a scalable, repeatable process. PECM has the unique capability of both machining and finishing components simultaneously-- with no additional steps.
While PECM material removal rates are certainly dependent on the amount of material being removed (and may not be much faster than other conventional processes on a one-to-one basis), its inherent advantages as a process emerge at-scale. Through the use of multi-tooled cathodes, PECM is capable of processing many features (or parts) simultaneously, enabling parallelization that can significantly increase throughput for high-volume parts, in a single cathode plunge.

PECM's scalability is further supported by automation: Voxel's PECM production environments are designed for repeatability, with fully automated, lights-out manufacturing cells that minimize operator intervention, reducing labor dependency and the variability associated with manual finishing processes, while improving consistency across large production runs.
A key benefit: PECM benefits from minimal tool wear compared to conventional contact-based or abrasive methods. Because material removal occurs via controlled electrochemical dissolution rather than mechanical interaction, tool degradation is significantly reduced. This not only lowers the cost and frequency of tool replacement, but also improves process stability over time, reducing variation between parts.
PECM is a particularly versatile technology compared to other postprocessing methods: it is largely independent of material hardness, making it equally effective on stainless steels, aluminum alloys, and high-temperature materials such as Inconel. It also performs consistently across parts produced via different primary manufacturing methods, including CNC machining and additive manufacturing.
Perhaps most importantly, though, is that PECM excels in processing complex and non-line-of-sight geometries. Internal channels, intersecting features, and difficult-to-access surfaces (areas where many conventional postprocessing methods struggle or fail entirely) can be addressed with high precision. When combined with its ability to scale across multiple features and parts, this makes PECM particularly well-suited for modern components where complexity and volume must be achieved simultaneously.
Ultimately, as part geometries become more complex (higher feature density, internal geometries, tighter tolerances, etc.), secondary operations must shift from a minor step to a primary manufacturing constraint.
Process | Typical Secondary Ops | Time Impact | Variability Risk |
CNC | Deburring, polishing | Medium | Medium |
EDM | Recast removal, polishing | High | High |
Laser | Cleaning, taper mitigation | Medium–High | High |
AM | Support removal, polishing | Very High | Very High |
PECM | Minimal postprocessing | Low | Low |



Comments